Сторінка
2

Рис 6. Схема пластинчастого конвейєра.
Окремі пластини 4, які укріплені на ланках тягових ланцюгів, утворюють рухомий настил, що дозволяє транспортувати вироби будь-якої форми. У ряді випадків деталі укладають безпосередньо на ланки ланцюга без настилу (рис. 6, б).
Пластинчастий конвейєр (рис 7.) складається з двох замкнутих рівнобіжних ланцюгів 1, з'єднаних між собою металевими пластинами 6, що утворюють плщину для виробів, що транспортуються. Ланцюги пересуваються на канатах 5 по напрямним 4 за допомогою приводної станції 3 із двома зірочками на загальному валу. Конвейєр має натяжну станцію 2 із натяжними зірочками 7.

Рис 7. Конструкція пластинчастого конвейєра.
Швидкість руху конвейєра-5 м/хв.
Пластинчасті конвейєри застосовуються для транспортування щодо малогабаритних зварних виробів.
Можливі варіанти компонування конвейєрних пристроїв у вигляді роликових або ланцюгових підлогових транспортерів на основі циркуляційних горизонтально- (рис. 8, а та б) і вертикально-замкнутих (рис 8,в) конвейєрів і роторних накопичувачів (рис. 8,г).

Рис 8. Циркуляційні конвейєри.
Горизонтально-замкнуті конвейєри можуть бути підвісними (а) або візковими (б).
Роликові конвейєри можуть бути приводними і неприводними. На неприводних роликових конвейєрах вантажі переміщаються під дією складової сили ваги при установці роликового конвейєра з нахилом у 1.5 - 3 градуси. Для переміщення листів і полотнищ можуть використовуватися підйомні ролики (рис 9, а).

Рис 9. Неприводні конвейєри:
а – з підйомними роликами;
б – з кульовими опорами;
в – з роликами на поворотних опорах.
Під дією стиснутого повітря ролик піднімається і піднімає лист 1 над поверхнею складального стенда 2. Переміщення листів у цьому випадку здійснюють за допомогою тягового пристрою. Для розвороту листів або для зміни напрямку переміщення можуть використовуватися ролики на поворотних опорах (рис.9,б) або кульові опори (рис 9,в).
У приводних роликових конвейєрах переміщення листів і полотнищ здійснюється примусово за допомогою приводних пристроїв за рахунок сил тертя між роликами і поверхнею листа, що переміщається (рис 10,б). При необхідності подолання значного опору руху, коли сил тертя недостатньо, використовують парні примусово притиснуті ролики (рис 10,а).

Рис 10. Схема примусової подачи листів
Для транспортування виробів циліндричної форми застосовують криволінійні (рис 11,а), біконічні (рис 11,б), або розташовані під кутом парні циліндричні ролики (рис 11,в). При необхідності повороту виробу навколо поздовжньої осі, використовують піднімальні парні ролики (рис 11,г).

Рис 11. Схеми роликових конвейєрів для цилиндричних заготівель.
У ряді випадків можливе компонування транспортних вантажорозподільних конвейєрних систем з окремих модулів.

Рис 12. Перевантажувальні конвейєри:
а – роликовий;
б – роликовий накопичувальний;
в – ланцюговий.
У якості таких модулів використовуються окремі секції приводних роликових (рис 12,а), роликових накопичувальних (б), або ланцюгових (в) конвейєрів. При наявності поворотних столів із роликовим настилом можливо формування розгалужених конвейєрних систем.
Спеціальний роликовий конвейєр для великих циліндричних виробів зображений на рис 13. Конвейєр складається з окремо стоячих приводних 3 і неприводних 6 роликів із гумовими шинами, причому проти кожного приводного ролика встановлений неприводний.

Рис 13. Спеціальний роликовий конвейєр.
Ролики закріплені на рамі 1 у стояках 2. Приводний ролик обертається електродвигуном 5 через редуктор 4. Конвейєр може застосовуватися в потоковій лінії складання і зварювання котлів залізничних цистерн. За допомогою описаного конвейєра виріб діаметром 2800 мм, довжиною 9280 мм і вагою 73000 Н пересувається зі швидкістю 11,2 м/хв.
Для передавання деталей або вузлів з однієї позиції на іншу в потокових або автоматичних лініях широке поширення одержали крокові конвейєри. У таких конвейєрах деталі або вузли переміщають на розмір кроку за допомогою пристроїв, що роблять зворотно-поступальні рухи. Такими пристроями, частіше усього, є штанга або рамка. Привод цих пристроїв забезпечується силовим гідравлічним або пневматичним циліндром, або електромотором через гнучкий тяговий елемент, або зубчасту передачу шестерня-рейка. При переміщенні великогабаритних деталей або вузлів може використовуватися зчеп візків.

Рис 14. Схема візкового крокового конвеєра з домкратами.
У цьому випадку візки облаштовують піднімальними механізмами (домкратами). Схема такого крокового конвейєра на зчепі візків показана на рис 14. Вузол 1 подається на перше робоче місце за допомогою мостового крана й укладається на опори 4. Після завершення всіх робіт на цьому робочому місці, домкрати 2 піднімають вузол над поверхнею опор і за допомогою візків 3, що приводяться у рух тяговим елементом 5, переміщають вузол на інше робоче місце. Після цього домкрати опускаються, вузол розміщається на опорах іншого робочого місця, а візки повертаються у вихідне положення. Для ефективного використання крокових конвейєрів необхідно розподіляти виробничі операції на кожному робочому місці таким чином, щоб їхня трудомісткість була приблизно однаковою. При такому підході лінія буде синхронізованаі і простої вузла на якомусь з робочих місць будуть виключені.
Одним з різновидів крокових конвейєрів є конвейєри з піднімальними столами (рис 15.). Піднімальні столи в таких засобах технологічного оснащення встановлюються на кожній позиції. Деталі 3 розміщені на рухомих напрямних 2 і при їхньому робочому ході переміщаються на розмір кроку.
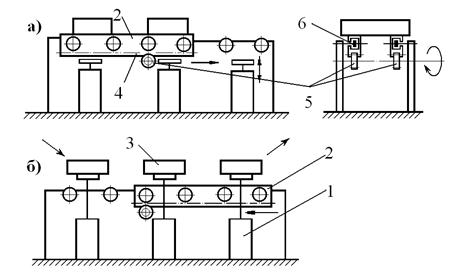
Рис 15. Кроковий конвейєр із підйомними столами.
а – столи опущені;
б – столи підняті.
Потім столи 1 піднімають деталі над напрямними, які повертаються у вихідне положення. Рух напрямних 2 по опорним роликам 6 забезпечується за допомогою зубчасих рейок 4 і шестерен 5, що мають загальний приводний вал.
МАЛ. 1-13.20
При необхідності переміщення деталей із високими швидкостями і зберіганні при цьому їхнього положення, використовують конвейєри з рухомою рамкою (рис 3.16).